


|
Datos del producto:
|
| El material: | alambre de acero | Gama del diámetro de alambre: | φ0,45 ~ φ3,5 mm |
|---|---|---|---|
| Tipo de capa: | Latón | contenido del cobre: | el 62~68% |
| peso de capa: | 3~8g/kg | líneas del alambre: | 36, 48 o 56 líneas |
| VD: | La velocidad de salida de la unidad de ensayo se calculará en función de la velocidad de ensayo. | Tipo del combustible: | NG o LPG |
| Capacidad: | 1500 toneladas/mes (basado en alambre de acero de φ1,48 mm) | Válvula de tensión: | 380v |
| la garantía: | 1 año | Grado automático: | Automático |
| Alta luz: | Máquina de electroplataje de latón industrial,Máquina para electroplacar hierro de acero y latón |
||
Línea de producción de electroplataje de latón Máquina de recubrimiento de latón
1- Parámetros principales de la línea de producción de latón galvanizado.
| - No, no lo sé. | Punto de trabajo | Especificación |
| 1 | El material | De acero |
| 2 | Rango de diámetro del alambre | φ0 es el valor de45~φ3,5 mm |
| 3 | Tipo de revestimiento | Las demás |
| 4 | Contenido de cobre | Entre el 62 y el 68% |
| 5 | Peso del revestimiento | 3 a 8 g/kg |
| 6 | Líneas de cableado | 36,48 o 56 líneas |
| 7 | DV | La velocidad máxima es de 70 o 90 m/min |
| 8 | Tipo de combustible | GNL o GLP |
| 9 | Capacidad | 1500 toneladas/mes (basado en alambre de acero de φ1,48 mm) |
2Proceso tecnológico de producción.
Pay-off→Degreasing→Furnace→Quenching→Water cooling→Pickling→Water rinsing→Copper plating→Water rinsing→Zinc plating→Water rinsing→Hot water rinsing→MF→Phosphoric acid wash→Water rinsing→Soaping→Take-up

3Introducción del proceso principal.
Desengrasado: eliminar el jabón en polvo y el bórax desiguales, y pintar una capa de jabón en polvo y bórax en la superficie del alambre de acero brillante, de modo que el revestimiento de la superficie del alambre de acero sea más uniforme.
El horno: hacer el alambre de acero de endurecimiento de deformación para restablecer la ductilidad, y obtener la microestructura ideal para satisfacer el costo del alambre de acero en resistencia a la tracción, forma, elongación y otros requisitos.
Apagado: el alambre de acero tratado térmicamente es enfriado desde la alta temperatura, y el proceso de amortiguación por vapor de agua se utiliza para obtener una fuerte resistencia y una estructura sostenítica de forma.
Encurtidos: eliminar todos los óxidos y residuos en la superficie del alambre de acero, y la superficie limpia es propicio para una cobertura uniforme de la capa trasera.
Acero y aceites: una capa de cobre se coloca uniformemente sobre la superficie del alambre de acero, de modo que el latón posterior sea propicio para el dibujo.
Acero y aceites: deposición de zinc metálico en la superficie del alambre de acero.
En el caso de las empresas: el método de calentamiento de frecuencia intermedia hace que las capas de cobre y zinc del alambre de acero se difundan entre sí para obtener latón.El efecto del recocido de frecuencia intermedia es elevar la superficie del alambre de acero a una cierta temperatura para hacer que el zinc y el cobre se difundan mutuamente.
Lavado con ácido fosfórico: eliminar el óxido de zinc producido en la superficie del alambre de acero en la fase de difusión térmica de frecuencia intermedia, que es dura y no fácil de deformar.Demasiado óxido de zinc dará lugar a alambre roto en el proceso de dibujo mojado.



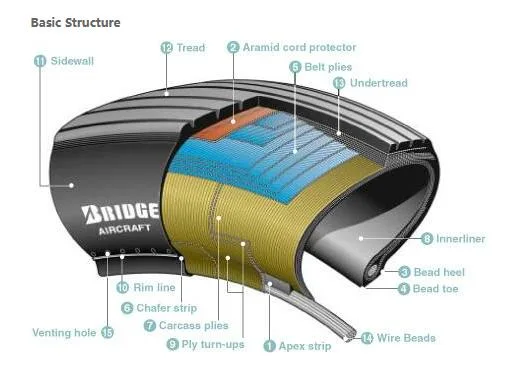
4Aplicación del producto
Meridiano del neumático, alambre de corte de acero, barra de diamante, alambre de manguera, etc.

5Nuestros servicios
Con el fin de garantizar que los clientes son capaces de operar plenamente la máquina, si el cliente necesita, podemos ayudar a la formación del cliente, incluye:
(1) Modo de funcionamiento correcto
(2) Modo correcto de mantenimiento
(3) Control tecnológico correcto del proceso
(4) Eliminar el problema simple
Todas las máquinas de galvanizado de nuestra empresa ya se han utilizado ampliamente en el área de galvanizado.
Si tiene alguna duda, póngase en contacto con nosotros.
Persona de Contacto: Mrs. YeGuiFeng
Teléfono: +86 85778256
Fax: 86-571-85778267







